服务热线
186-0629-6520

服务热线
186-0629-6520
联系人:杭经理
手 机:18606296520(微信同号)
邮 箱:291646570@qq.com
网 址:www.mydaogui.com
地 址:上海市奉贤区海湾镇五四公路4399号
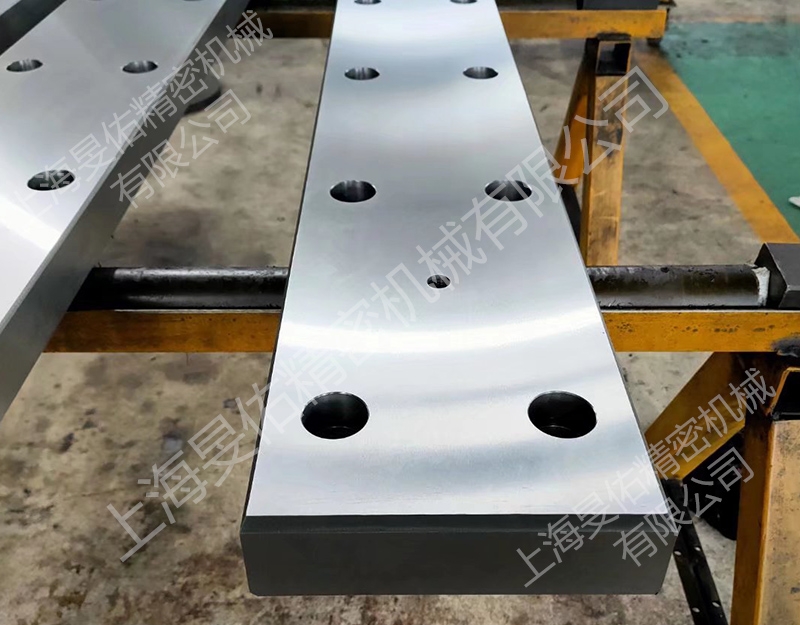
矩形导轨是机床等设备中常用的一种导轨形式,提升其耐磨性可以从材料选择、表面处理、润滑与防护以及结构设计等方面入手,以下是具体方法:
改进结构设计
增加导轨宽度:适当增加矩形导轨的宽度,可以增大导轨的承载面积,降低单位面积上的压力,从而减少导轨表面的磨损。在设计时,应根据机床的负载情况和运动要求,合理确定导轨的宽度,以提高导轨的耐磨性和使用寿命。
采用镶钢导轨结构:对于一些大型、高精度机床的矩形导轨,可以采用镶钢导轨结构。即将经过淬火、磨削等处理的钢质导轨镶装在铸铁或其他材质的床身上,这样既利用了钢质导轨的高硬度和耐磨性,又发挥了铸铁床身的良好吸振性和经济性,能有效提高导轨的综合性能。
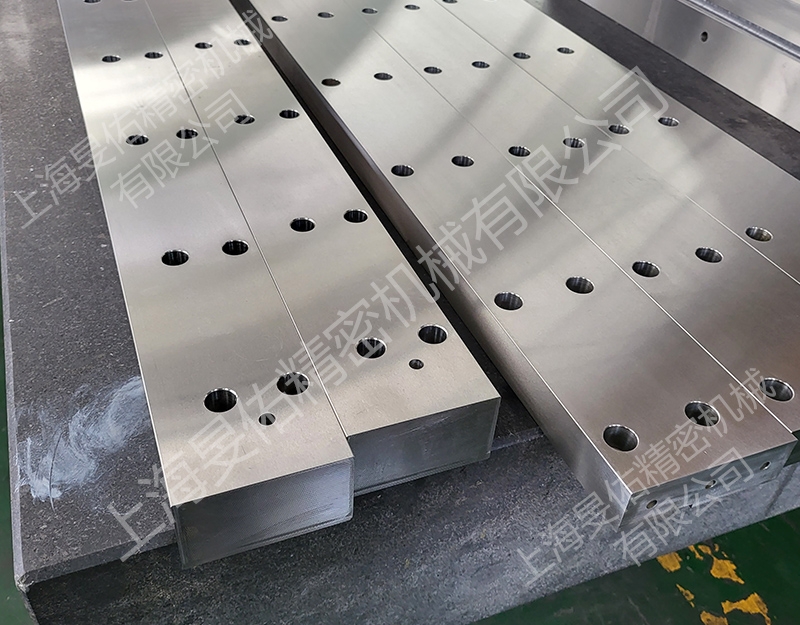
选择合适的材料
采用高性能合金铸铁:合金铸铁中添加了铬、钼、钒等合金元素,可提高铸铁的强度、硬度和耐磨性。例如,含铬铸铁具有良好的抗磨粒磨损性能,能有效抵抗加工过程中产生的碎屑对导轨表面的划伤。
使用优质钢材:对于一些对耐磨性要求较高的矩形导轨,可以选用优质的中碳钢或中合金钢,如 45 钢、40Cr 等。这些钢材经过适当的热处理后,能获得较高的强度和硬度,从而提高导轨的耐磨性。

优化润滑与防护
选择合适的润滑剂:根据矩形导轨的工作条件,选择合适的润滑剂至关重要。对于高速运动的导轨,应选用粘度较低、流动性好的润滑油,以确保良好的润滑效果;对于重载导轨,则需要使用具有高承载能力的润滑脂。此外,一些含有添加剂的润滑剂能在导轨表面形成一层坚韧的保护膜,有效防止磨损和擦伤。
设置防护装置:在矩形导轨周围设置防护装置,如导轨防护罩、刮板等,可以防止切屑、灰尘等杂质进入导轨表面,减少磨粒磨损的发生。同时,防护装置还能防止切削液、润滑油等泄漏,保持导轨表面的清洁和良好的润滑状态。
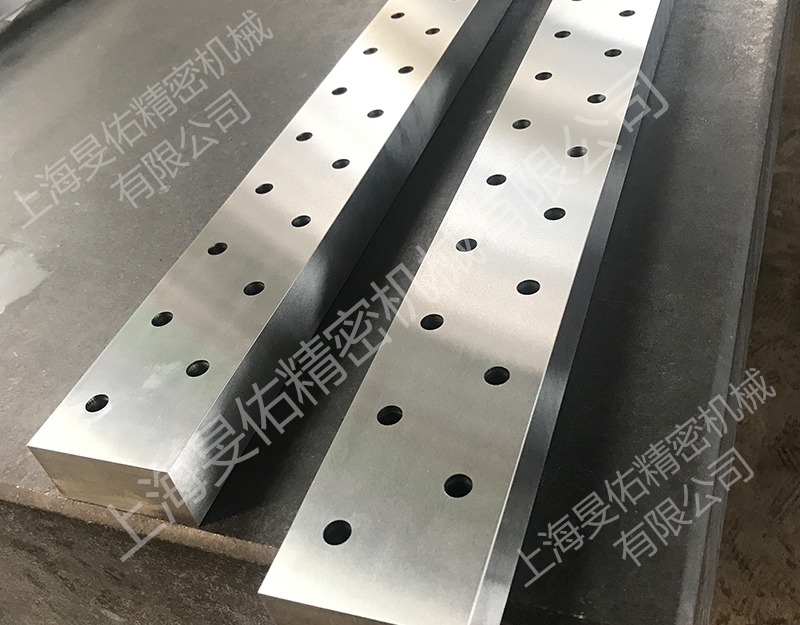
进行表面处理
淬火处理:对矩形导轨表面进行淬火,如感应淬火、火焰淬火等,可使导轨表面形成一层硬度很高的淬火层。一般来说,淬火后的导轨表面硬度可达 HRC50 - 60 左右,大大提高了导轨的耐磨性。同时,淬火还能提高导轨的疲劳强度,减少磨损的发生。
镀硬铬处理:镀硬铬是一种常见的表面处理方法,镀铬层硬度高、耐磨性好,且具有良好的耐腐蚀性。镀铬层厚度通常在 0.02 - 0.05mm 之间,能有效提高导轨表面的硬度和光洁度,降低摩擦系数,从而提升导轨的耐磨性。
氮化处理:氮化处理可在导轨表面形成一层硬度高、耐磨性好的氮化层。与镀硬铬相比,氮化层具有更好的结合力和抗咬合性能,能在高速、重载条件下保持良好的耐磨性。氮化处理后的导轨表面硬度可达 HV900 - 1200,大大提高了导轨的耐磨性能。
186-0629-6520