服务热线
186-0629-6520

服务热线
186-0629-6520
联系人:杭经理
手 机:18606296520(微信同号)
邮 箱:291646570@qq.com
网 址:www.mydaogui.com
地 址:上海市奉贤区海湾镇五四公路4399号
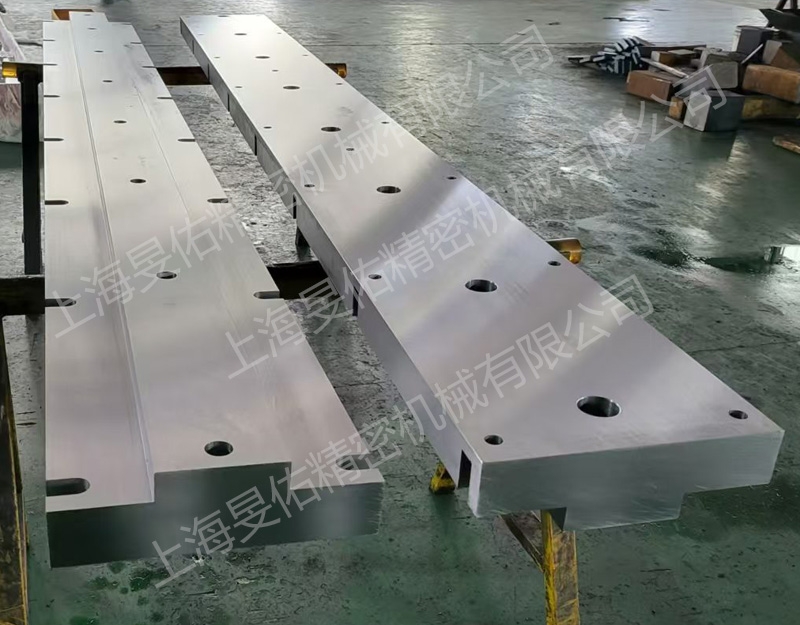
机床导轨的加工误差会直接影响机床的精度和性能,以下是一些常见的机床导轨加工误差修正方法:
刮研与研磨
刮研:这是一种传统的精密加工方法。通过刮刀对导轨表面进行微量切削,去除高点,填补低点,以提高导轨的平面度和直线度。刮研时,需要使用标准平板或平尺与导轨表面进行对研,根据显示的接触点情况,确定需要刮削的部位,反复进行刮削和对研,直到达到规定的精度要求。
研磨:采用研磨工具和研磨剂,在导轨表面进行研磨加工。研磨可以进一步降低导轨表面的粗糙度,提高尺寸精度和形状精度。例如,对于高精度的机床导轨,可采用金刚石研磨膏进行研磨,通过研磨工具与导轨表面的相对运动,均匀地去除材料,修正导轨的加工误差。
误差补偿技术
软件补偿:利用数控系统的误差补偿功能,通过测量导轨的实际误差,将补偿值输入到数控系统中。例如,对于直线度误差,可在数控程序中根据测量数据,在相应的坐标方向上添加补偿量,使机床在运动过程中自动修正误差。
硬件补偿:采用机械或液压等硬件装置进行误差补偿。如在导轨上安装可调节的垫片或楔块,根据误差测量结果,调整垫片或楔块的厚度,以改变导轨的形状,补偿直线度或平行度误差。

在线检测与反馈控制
在线检测:在机床加工过程中,采用激光干涉仪、光栅尺等高精度检测仪器,实时监测导轨的加工误差。这些检测仪器能够测量导轨的直线度、平行度等参数,并将测量数据实时反馈给控制系统。
反馈控制:控制系统根据在线检测得到的误差数据,自动调整机床的加工参数,如进给速度、切削深度等,以实时修正加工误差。例如,当检测到导轨的直线度误差超过允许范围时,控制系统自动调整刀具的进给路径,使加工过程能够补偿误差,保证导轨的加工精度。
磨削与精铣
磨削:利用磨床对导轨进行磨削加工,能有效修正导轨的直线度、平面度等误差。例如,采用高精度的平面磨床,通过控制磨削参数,如砂轮的转速、进给量、磨削深度等,对导轨表面进行磨削,可获得较高的尺寸精度和表面质量。
精铣:对于一些形状复杂的导轨,精铣是一种有效的修正方法。使用精密铣床,采用合适的铣刀和切削参数,对导轨进行精加工,能够去除加工余量,修正误差,提高导轨的精度和表面质量。
186-0629-6520