服务热线
186-0629-6520

服务热线
186-0629-6520
联系人:杭经理
手 机:18606296520(微信同号)
邮 箱:291646570@qq.com
网 址:www.mydaogui.com
地 址:上海市奉贤区海湾镇五四公路4399号
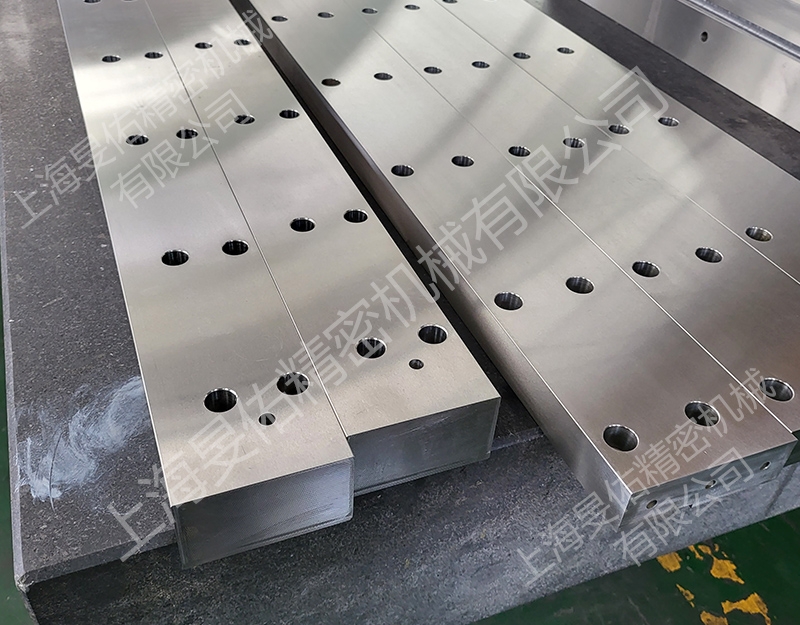
矩形导轨的材质和表面处理方式多种多样,以下为您详细介绍:
表面处理方式
淬火:能显著提高导轨表面的硬度和耐磨性,增强其抗疲劳性能,使导轨能够承受更大的载荷和更频繁的摩擦。例如,采用高频淬火、中频淬火等方法,可在导轨表面形成一层硬度较高的淬硬层,有效延长导轨的使用寿命。但淬火后通常需要及时进行回火处理,以消除内应力,防止导轨出现裂纹等缺陷。
回火:一般在淬火后进行,目的是消除淬火产生的内应力,稳定组织,调整硬度和韧性之间的平衡,提高导轨的综合力学性能,使其在使用过程中更加稳定可靠。
氮化:可在导轨表面形成一层硬度高、耐磨性好、化学稳定性强的氮化层,不仅能提高导轨的耐磨性和抗腐蚀性,还能有效降低摩擦系数,改善导轨的润滑性能,提高其运动平稳性。氮化处理后的导轨具有较好的尺寸稳定性,适用于高精度、高速运动的场合。
镀硬铬:在导轨表面镀上一层硬铬层,铬层硬度高、耐磨性好、化学稳定性强,能够有效提高导轨的表面硬度和光洁度,降低摩擦系数,增强其抗腐蚀能力。镀硬铬后的导轨外观美观,常用于一些对导轨表面质量和耐腐蚀性要求较高的设备中。
发黑:通过化学氧化处理,在导轨表面形成一层黑色的氧化膜,这层氧化膜具有一定的防锈能力,能够防止导轨表面生锈,同时还能起到装饰作用,使导轨外观更加美观。发黑处理工艺简单、成本较低,广泛应用于各类机械零件的表面处理。
磷化:能在导轨表面形成一层磷酸盐转化膜,这层磷化膜具有良好的吸附性和润滑性,能够有效降低摩擦系数,提高导轨的耐磨性和抗腐蚀性,并且有利于储存润滑剂,进一步改善导轨的润滑条件。
涂防锈油:操作简单方便,成本较低,能够在导轨表面形成一层保护膜,防止导轨与空气、水分等接触,从而起到短期的防锈作用。适用于一些对防锈要求不高、使用周期较短或需要临时防护的导轨。
润滑涂层处理:在导轨表面涂覆一层特殊的润滑材料,如二硫化钼、聚四氟乙烯等,这些润滑涂层具有很低的摩擦系数,能够显著降低导轨的摩擦力,提高其运动平稳性和使用寿命,同时还具有一定的抗磨损和抗腐蚀性能,适用于一些需要高精度、低摩擦运动的导轨,如精密仪器、高速加工设备等。

材质
铸铁:具有良好的耐磨性、减震性和铸造工艺性,成本相对较低,适合用于一些对精度要求不是很高,但需要承受较大载荷的场合,如普通机床的导轨等。常见的灰铸铁 HT200、HT250 等,经过适当的热处理和加工工艺,能够满足一般机械运动的导向要求。
钢:强度和硬度较高,可通过不同的热处理方式获得更好的综合性能,常用于高精度、高负荷的矩形导轨。如 45# 钢,具有较好的加工性能和机械性能,经过淬火、回火等热处理后,能够提高导轨的硬度和耐磨性;40Cr、42CrMo 等合金钢,在强度、韧性和耐磨性方面表现更优,适用于对导轨性能要求较高的场合,如数控机床、精密加工设备等;CrWMn、GCr15 等高合金钢则具有更高的硬度、耐磨性和淬透性,常用于制造高精度、重负荷的矩形导轨,可保证导轨在长期使用过程中保持稳定的精度和性能。
不锈钢:具有优良的耐腐蚀性,适用于一些工作环境恶劣,如潮湿、有腐蚀性介质的场合,如食品加工机械、医疗器械、化工设备等中的导轨。常见的 304 不锈钢、316 不锈钢等,在保证一定强度和硬度的同时,能够有效抵抗腐蚀,延长导轨的使用寿命。
铝合金:重量轻、强度较高、加工性能好,适用于对设备重量有严格要求的场合,如航空航天、精密仪器等领域中的一些小型、轻型设备的导轨。通过合理的合金成分设计和热处理工艺,可提高铝合金导轨的强度和耐磨性,满足特定的使用要求。

186-0629-6520