服务热线
186-0629-6520

服务热线
186-0629-6520
联系人:杭经理
手 机:18606296520(微信同号)
邮 箱:291646570@qq.com
网 址:www.mydaogui.com
地 址:上海市奉贤区海湾镇五四公路4399号
机床导轨的日常维护主要包括清洁和润滑两个方面。定期使用干净的布或刷子清除导轨表面的切屑、灰尘、油污等杂质,防止其进入导轨副内部,加剧磨损或影响运动精度。同时,要按照机床的使用说明书要求,定期检查和补充润滑油或润滑脂,确保导轨始终处于良好的润滑状态。对于不同类型的机床导轨,应选择合适的润滑剂,如滑动导轨一般使用润滑油或润滑脂,滚动导轨则常使用润滑脂,而静压导轨需要使用专门的液压油或润滑油,并要注意保持油液的清洁度。
当机床导轨出现故障时,如爬行、振动、噪声过大、精度下降等,应及时进行故障诊断和排除。要对故障现象进行详细的观察和记录,分析可能导致故障的原因,如润滑不良、杂质进入、部件磨损、安装精度不足、液压或气压系统故障等。然后,根据具体情况采取相应的措施进行处理,如清洁润滑系统、更换磨损部件、重新调整安装精度、检查和修复液压或气压系统等。在故障处理过程中,要注意对机床导轨的保护,避免因不当的操作导致故障进一步恶化。

每隔一定的时间或加工一定数量的工件后,应对机床导轨进行全面的检查。检查内容包括导轨的精度指标,如直线度、平面度、平行度和垂直度等是否发生变化,可使用测量工具进行检测;检查导轨和导轨副的磨损情况,观察导轨表面是否有划痕、磨损痕迹、腐蚀等现象,对于磨损严重的部位,应及时进行修复或更换;检查润滑系统的工作状态,包括油箱液位、油泵工作情况、过滤器堵塞程度等,及时清理或更换过滤器,保证润滑系统的正常运行。
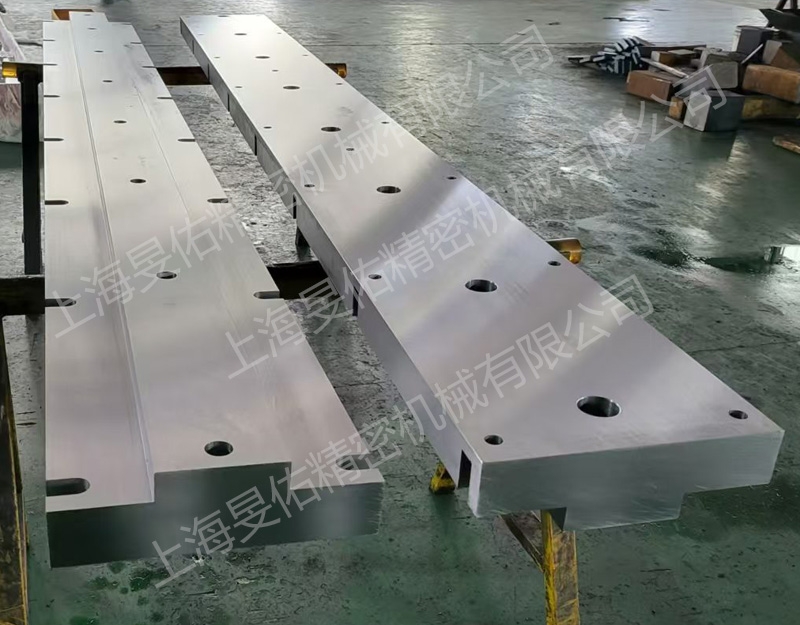
机床导轨的安装是保证机床精度的重要环节。在安装前,需要对导轨和床身等相关部件进行清洁、去毛刺、防锈等处理,确保安装表面的平整度和光洁度。安装时,应采用合适的安装工具和方法,按照设计要求将导轨准确地安装在床身上,并使用定位销、螺栓等连接件进行固定。在固定过程中,要注意控制拧紧力矩,防止导轨变形。同时,还需要使用水平仪、经纬仪、激光干涉仪等测量工具对导轨的直线度、平面度、平行度和垂直度等精度指标进行实时监测和调整,确保安装精度符合要求。
安装完成后,需要对机床导轨进行调试,以进一步优化其运动性能和精度。调试内容包括检查导轨的润滑系统是否正常工作,润滑油或润滑脂的供给是否充足、均匀;调整导轨副之间的间隙,对于滑动导轨,一般通过刮研、镶条等方式来调整间隙,对于滚动导轨,则通过调整预紧力来控制间隙;进行机床的空载和负载试运行,观察运动部件在导轨上的运动情况,检查是否存在爬行、振动、噪声等异常现象,并根据实际情况对导轨的安装位置、润滑参数、预紧力等进行适当的调整和优化,直到机床的运动性能和精度满足加工要求为止。

186-0629-6520