服务热线
186-0629-6520

服务热线
186-0629-6520
联系人:杭经理
手 机:18606296520(微信同号)
邮 箱:291646570@qq.com
网 址:www.mydaogui.com
地 址:上海市奉贤区海湾镇五四公路4399号
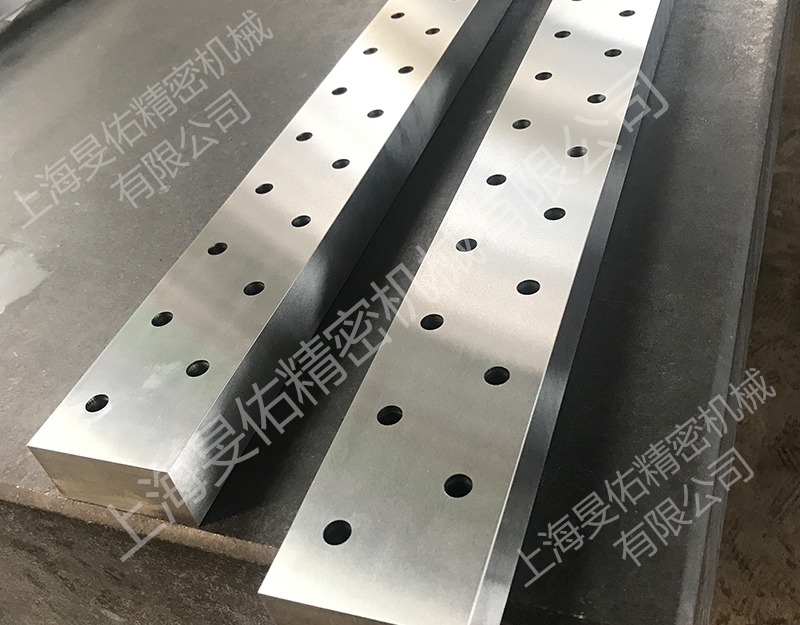
平板导轨出厂前一家住了润滑油,假如要进行清洁,一点那个要先行晒干,在家住润滑油,禁止直线导轨在无润滑下运行。开箱后查看直线导轨是不是有合格证,有否碰伤或锈蚀,将防锈油清洁洁净,铲除安装外表的毛刺、碰击突起物及污物等。禁止随意拆开直线导轨各部件,一面影响精度和灵敏度,禁止随意对直线导轨加装不符合规则的滚珠。没有必要的话不要将滑块从直线导轨上卸下来,如有不要卸载,那一定要先将辅助的直线导轨对正,在将滑块卸下。直线导轨滑块端部及旁边面均有塑料零件,装置时请不要用硬的火箭的东西锤击,在装置后试运行时,不要让任何物件超速时对其碰击,假设塑料件决裂,滚珠则会滚出,滑块也会坠落。
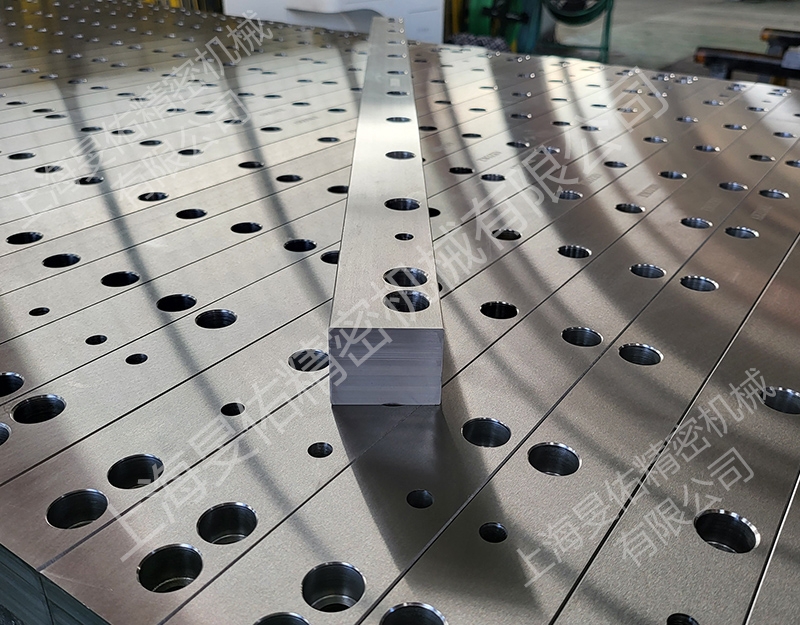
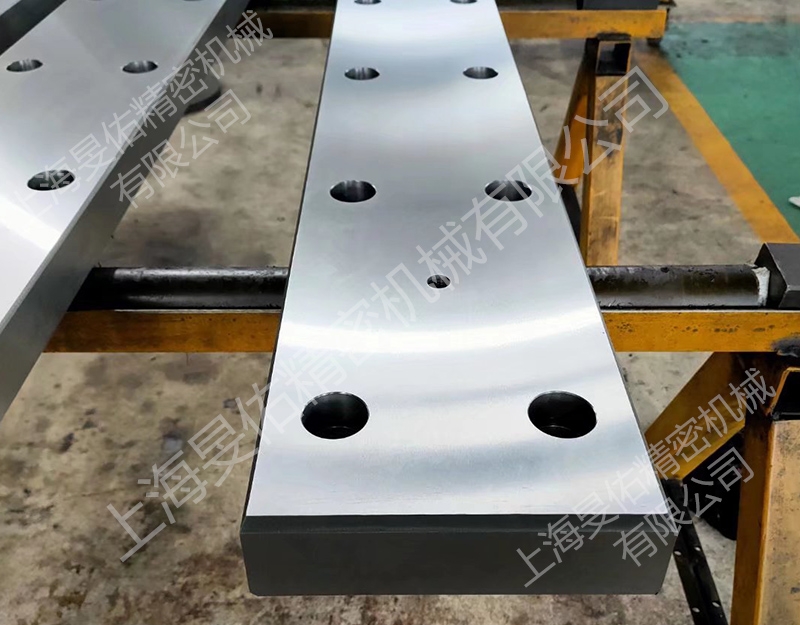
平板导轨装置基面锁紧螺纹孔的加工要确认装置螺孔的方位是不是准确,各相连螺孔的中间距120mm大于0.1mm或小于0.1mm;为确保高精度的螺孔加工,需求选用数控设备定位加工。直线导轨装置基面与导轨侧基准装置面的倒角处置时,倒角半径要小于或等于3.5mm。直线导轨装置基面粗糙度,当水平调试好今后,必须用激光干涉仪测量出主直线导轨装置基面的平面度答应每10m中凸0.05mm,全行程直线度。粗糙度需求1.6,外观无铸造缺陷。

186-0629-6520