服务热线
186-0629-6520

服务热线
186-0629-6520
联系人:杭经理
手 机:18606296520(微信同号)
邮 箱:291646570@qq.com
网 址:www.mydaogui.com
地 址:上海市奉贤区海湾镇五四公路4399号
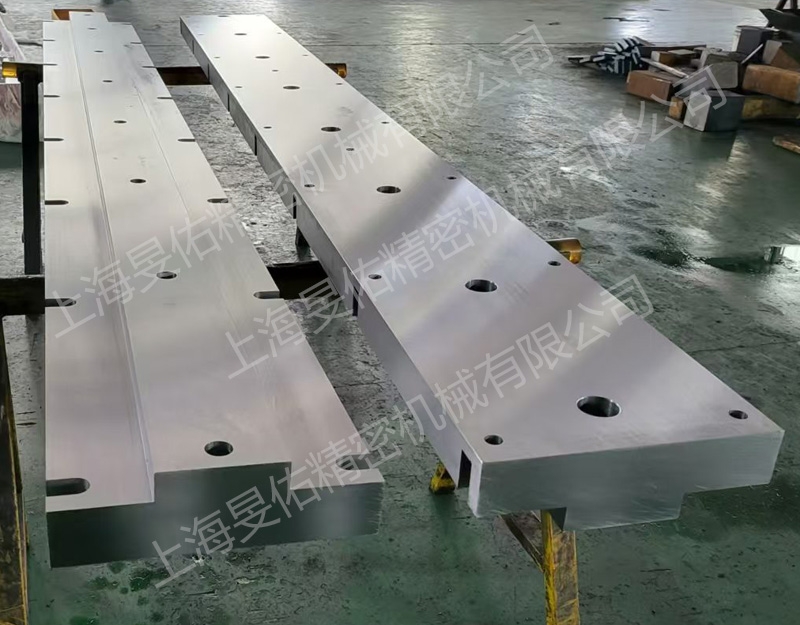
打开包装后检查导轨。检查机床导轨是否有合格证,是否有碰撞或生锈,清洁防锈油,去除装配表面上的毛刺,撞击突起和污垢。检查导轨的表面粗糙度,平整度,平直度和外观。水平调整后,使用激光干涉仪测量主导轨安装基座(我们通常使用靠近右柱的导轨表面作为主导轨)。平坦度允许为每10米0.05毫米,全行程直线允许的角度为0.03毫米。粗糙度要求为1.6,外观没有铸造缺陷。
导轨安装在底座表面上以锁定螺纹孔。确认安装螺丝孔的位置是否正确。每个连接的螺孔的中心距离大于0.1mm或小于0.1mm的120mm。为了确保高精度螺孔加工,需要数控设备定位加工。对导轨安装基座表面和导轨侧基准安装表面进行倒角处理。倒角半径小于或等于3.5mm。如果倒角太大或凸起,应及时用油石和抹刀处理。否则,导轨的精度将会很差,或者滑块会受到干扰。在安装基座上放置两个等体积的块和一个大理石尺,并调整精度水平以调整基准面。要求是底座是凸面(2~3格)。

186-0629-6520