服务热线
186-0629-6520

服务热线
186-0629-6520
联系人:杭经理
手 机:18606296520(微信同号)
邮 箱:291646570@qq.com
网 址:www.mydaogui.com
地 址:上海市奉贤区海湾镇五四公路4399号
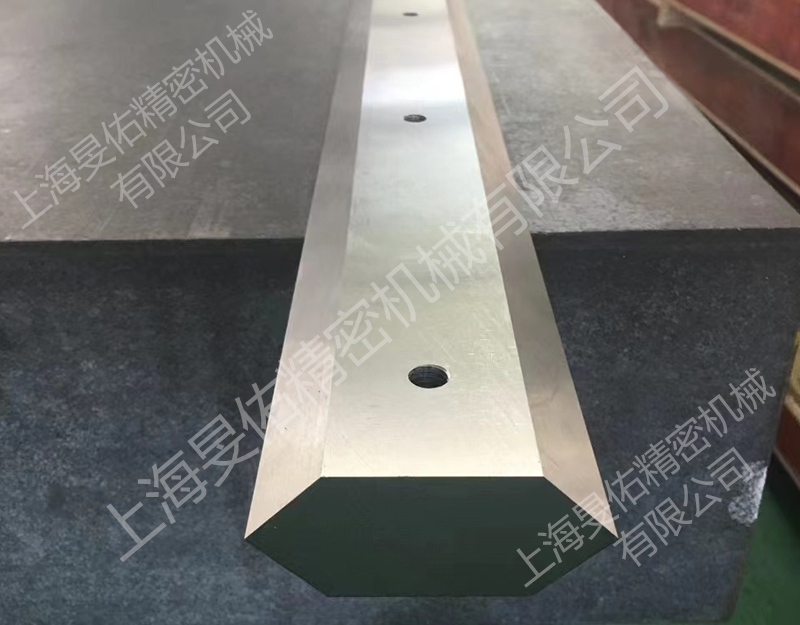
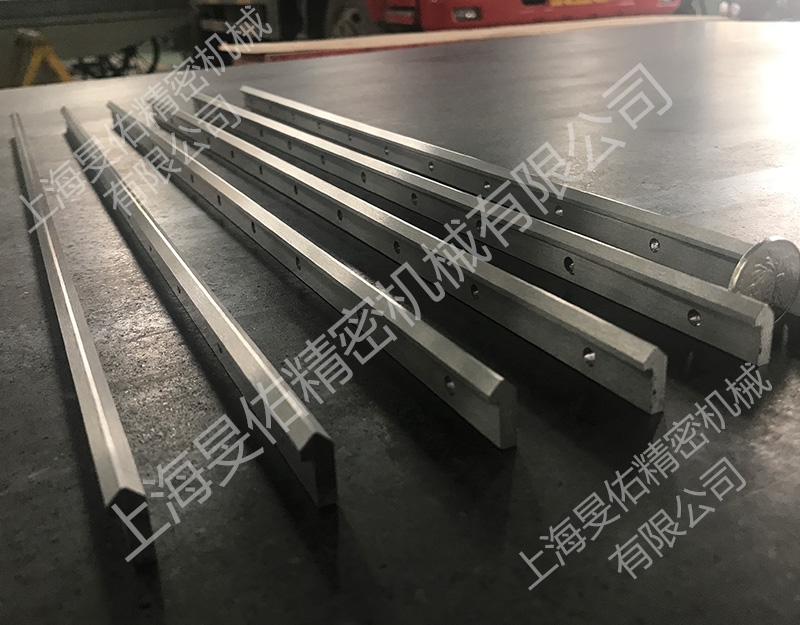
V型导轨齿条传动系统安装和调整
背隙设置和滚轮预紧操作时通过滚轮的偏心法兰来实现的。
系列是同心结构的。在偏心滚轮系列中,在偏心轴上提供2个孔,它们可用来调整背隙。
如果滚轮位于它的零位位置,齿轮齿合背隙应该为标准值,此时侧隙为0.05mm。
过度预紧会降低系统使用寿命,预紧不足会导致滚轮不转,或者因为齿轮齿合不良而造成磨损。
通过端面扳手旋转滚轮的偏心轴来实现滚轮的预载。
正确的预载大约时滚轮在无负载的情况下,适度用力,可以用手转动滚轮。
滚轮预载调整
1. 松开位 偏心轮的紧固螺栓S,将载板推到横梁上。
2. 按箭头所示方向均匀滚动滚轮1 和2,直到侧隙达到*小值。用偏心调整其背隙到0.05mm。 如果滚轮位于它的零位位置,齿轮齿合背隙应该为标准值,此时侧隙为0.05mm。
3. 按箭头方向均匀旋转偏心轮3 和4,适度预紧滚轮。
4.拧紧固定螺栓S,紧固力矩见上表。
5. 检查齿轮齿条之间的背隙,齿轮不能过紧。否则,请松开滚轮,重复第2点。6. 检测预紧:滚轮在无负载状态下,适度用力,可以用手转动。如果不能,请松开滚轮3和4,重复第3点。

186-0629-6520